
- 首页 >
- > 压力容器焊缝返修方案
更新时间:2026.07.26




怎样提高压力容器焊缝返修合格率 宜兴市压力容器厂 吴建美 [摘 要] 本文论述了压力容器焊缝返修质量控制的工艺措施,从而提高了焊缝 返修合格率,节约焊材、提高工效、保证了产品质量。 [关键词 ] 返修;合格率 一 概述 压力容器的焊缝返修是在产品刚性拘束较大的情况下进行的。返修次数的增加, 不但会带来时间和材料的浪费, 更主要的是会造成产品质量下降, 原则上规定返 修次数一般不宜超过两次。因此,在出现返修的情况下,必须有相应的措施,保 证返修一次合格。 我厂制造的压力容器, 尤其是壁厚较大的容器一般采取下列方 法,从而保证了焊缝一次合格和返修合格率。 二 技术措施 (1)厚壁容器(厚度大于 20mm)采取分层焊接分层探伤的方法,尤其是在容器 直径较小,不能进行双面焊的情况下, 在封底焊结束焊止 5mm左右时进行射线检 查,排除根部缺陷(因为焊道较薄,如果发现缺陷也便于返修)。下面的焊道可
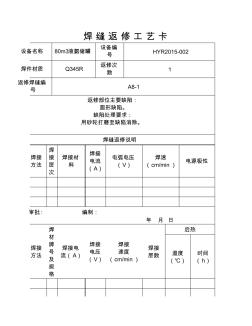
焊 缝返 修工 艺卡 设备名称 80m3液氨储罐 设备编 号 HYR2015-002 焊件材质 Q345R 返修次 数 1 返修焊缝编 号 A8-1 返修部位主要缺陷: 圆形缺陷。 缺陷处理要求: 用砂轮打磨至缺陷消除。 焊缝返修说明 焊接 方法 焊 接 层 次 焊接材 料 焊接 电流 (A) 电弧电压 (V) 焊速 (cm/min) 电源极性 审批 : 编制: 年 月 日 焊接 方法 焊 材 牌 号 及 规 格 焊接电 流(A) 焊接 电压 (V) 焊接 速度 (cm/min) 焊接 层数 后热 温度 (℃) 时间 (h) 施焊日期: 施焊焊工代号: 记录人:
热门知识
压力容器焊缝返修方案-
话题: 地产家居wujie25910
-
话题: 工程造价longziliang
精华知识
压力容器焊缝返修方案-
话题: 工程造价liaozilong
最新知识
压力容器焊缝返修方案-
话题: 工程造价dhjakhjldk
专题概述
压力容器焊缝返修方案知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关压力容器焊缝返修方案最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:压力容器焊缝返修方案
相关话题
资料下载
相关资讯
压力容器焊缝返修方案相关专题
- 钻孔压力灌注水泥浆
- 静压力桩和水泥搅拌桩
- 消防工程上用的压力表
- 消防灭火器压力表怎么看
- 消防喷淋系统标准压力(map)
- 消防为什么用压力传感器
- 消防压力开关的图例
- 消防压力开关什么作用
- 压力表阀门方向
- 压力管道施工规范
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 全热回收地源热泵空调机组的系统及工程方案设计
- 展览馆装饰工程消防改造施工组织设计方案(91页)
- 医院绿化养护方案
- 智能社区路灯及景观灯监控系统方案V2-BAIDU
- 云浮建筑施工领域安全管理联合执法检查专项行动方案
- 招投标书—转轮除湿机方案概述技术标商务标标书模板
- 伊东东兴化工氯碱综合利用项目压力容器冬季施工方案
- 医院弱电系统线缆敷设及柜箱安装施工方案与技术措施
- 中国信达施工现场智能化管理及视频监控系统设计方案
- 整套工程施工设计方案_10补偿收缩砼施工技术方案
- 展讯发布业界首款TD-SCDMA双卡双待手机方案
- 中广核贵州龙里风电场升压站建筑物装饰装修施工方案
- 伊和乌素风电厂35kv配电室火灾应急处理演练方案
- 医院综合楼基坑排桩支护及支撑体系土方开挖施工方案
- 智能化的供配电系统设计解决方案