




PE 热熔焊机操作规程 一、 操作: 1. 接好油管、电热板连线、铣刀电源线。 2. 插上总电源线,打开机箱左侧总电源开关及液压电机开 关。 3. 通过设置开关, 将加热温度设定为 220℃。打开加热开关。 4. 将待对接管材固定于夹具两端。两根管材的间隙以能放入 铣刀盘为宜。 5. 放上铣刀盘,将对接里昂端铣平,注意:应先启动铣刀, 然后启动油缸缓缓前进 (切削压力由小到大调至油缸慢慢移 动为宜,注意:切削压力不得大于 3Mpa),当出现连续切削 时,撤去铣刀盘。通过调节夹具的松紧(必要时转动管材) 来校直两对接件,使其错位量不大于壁厚的 10%。 6. 当加热板达到设定温度后,将加热放置于夹具两端面之 间。 7. 按住液压开关“进” ,将管材两端面压至电热板加热,当 两端面受压达到相应翻边时 (具体翻边高度, 请参考数表), 松开开关,保持吸热状态(吸热时间见参数表) 。 8. 达到吸
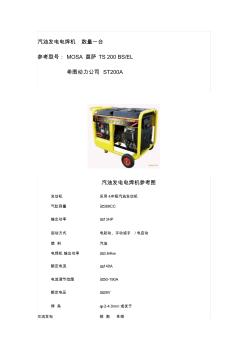
汽油发电电焊机 数量一台 参考型号: MOSA 莫萨 TS 200 BS/EL 希图动力公司 ST200A 汽油发电电焊机参考图 发动机 采用 4冲程汽油发动机 气缸容量 ≥389CC 输出功率 ≥13HP 起动方式 电起动、手动或手 /电启动 燃 料 汽油 电焊机 输出功率 ≥3.64kw 额定电流 ≥140A 电流调节范围 ≥50-190A 额定电压 ≥26V 焊 条 φ2-4.0mm或优于 交流发电 相 数 单相 功率 ≥2kw 频 率 50Hz 电压 220V 功率因数 COSφ1 工作状态 连继 重 量 小于 100kg 自带车轮及相应电焊、发电全部附件
热门知识
自制汽油熔焊机精华知识
自制汽油熔焊机-
话题: 地产家居chj10255201
-
话题: 工程造价jitianhua929
最新知识
自制汽油熔焊机-
话题: 地产家居Paul_Zhao102
-
话题: 工程造价HEMING2006
自制汽油熔焊机相关专题
- 自制12v变220v200w变压器
- 自制LED灯板问题
- 自制不锈钢焊条钥匙扣
- 自制电线放线机怎样做
- 自制环形变压器
- 自制整体衣柜要怎么弄
- 自制不锈钢钥匙扣
- 自制和定制衣柜的区别
- 自制假紫水晶需要什么材料
- 自制简易车棚算固定资产吗
- 招标采购公告附件-汽油车简易瞬态工况法、柴油机轻
- 国家发改委宣布22日零时起汽油柴油价格每吨分别提高
- SCD200施工电梯改进电缆盛筒自制与应用
- 停车场道闸系统变频道闸自制标准杆型与弹簧配比
- 合理利用MMT生产车用无铅汽油
- 水泥块和地面砖检材中汽油燃烧残留物的紫外光谱分析
- 改善机械增压2.4L直喷汽油机的燃油经济性及低速扭矩
- 自制卸料平台、移动操作平台安全管理措施
- PC040701自制配电板悬挂式明装配电箱安装
- 使用汽油的消防安全知识与供水企业安全生产工作总结汇编
- 出口无铅汽油中MTBE含量测定结果不确定度的评定
- 国内某140万吨年国V汽油生产全流程优化研究
- 耦合计算分析某汽油机排气歧管热负荷
- 电喷汽油机附件功率消耗试验报告
- 装饰工程施工现场自制登高用具安全技术交底
- 催化裂化汽油光催化脱硫连续管式反应器数学模型
- 自制吊架在古田溪一级电站改扩建工程中的应用