





本文研究了一种基于结构光的直缝焊管焊缝视觉跟踪系统;系统采用滤波处理和阈值分割作为图像的预处理过程,采用边缘检测、边缘取平均值法获得结构光光带中心线,进而用经验方法准确地获取焊缝中心点,精确性、实时性好,能够很好地完成实时焊缝跟踪任务。
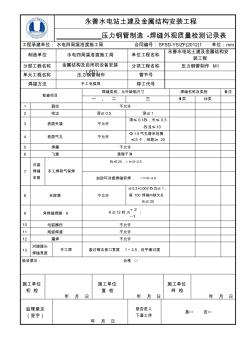
永善水电站土建及金属结构安装工程 压力钢管制造 -焊缝外观质量检测记录表 工程承建单位: 水电四局溪洛渡施工局 合同编号:SFSD-YS/ZF(2012)1 单位:mm 制造单位 水电四局溪洛渡施工局 单位工程名称 永善水电站土建及金属结构安 装工程 分部工程名称 金属结构及启闭机设备安装 (F0) 分项工程名称 压力钢管制作 M1 单元工程名称 压力钢管制作 管节号 焊接方法 手工电弧焊 焊工代号 检查项目 焊缝类别、允许缺陷尺寸 焊缝名称及类别 备注 一 、 二 三 Ⅰ类 Ⅱ类 1 裂纹 不允许 2 咬边 深≤ 0.5 深≤ 1 3 表面夹渣 不允许 深≤ 0.1δ,长≤ 0.3 δ且≤ 10 4 表面气孔 不允许 Φ 1.5气孔每米范围 ≤5 个,间距≥ 20 5 焊瘤 不允许 6 飞溅 清理干净 7 对接 焊缝 余高 手工焊和气保焊 δ≤25,△ h=0~2.5 加劲
钢管焊缝打磨相关专题
- 开钢管厂需要什么机器
- 考登钢管的执行标准
- 空心钢管好还是实心钢管好
- 扣件钢管脚手架租赁费
- 扣件式钢管脚手架怎么计算
- 扣件式钢管脚手架搭设规范
- 扣件式钢管脚手架搭设步骤
- 扣件式钢管脚手架钢管壁厚
- 昆山哪里卖不锈钢管
- 栏杆钢管换算
- 圆CFRP-钢管混凝土偏压构件荷载-变形关系分析
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 圆钢管通用规格表(20201009124910)
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 圆钢管通用规格表(20201009124907)
- 应用复合梁单元实现钢管混凝土拱桥的极限承载力分析
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 中国钢结构协会钢管分会七届三次会员大会
- 关于矩形、圆形钢管混凝土结构若干设计或审查问题简述
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 工艺工法多(高)层建筑钢管混凝土柱施工工法资料
- 供热管道用钢套钢直埋保温钢管预制聚氨酯直埋保温钢管
- 关于非不锈钢管道、设备系统凝结水回收节能技术改造