




电渣压力焊焊接规范 1.焊工必须持有有效的焊工考试合格证 。 2.检查设备、 电源,确保随时处于正常状态, 严禁超负荷工作。 3.钢筋的品种和质量,必须符合设计要求和有关标准的规定。 4.对电渣压力焊接头抽检力学性能检验必须合格。 5.在钢筋电渣压力焊的焊接中,焊工应认真进行自检,如发现 偏心、弯折、 烧伤、焊包不饱满等焊接缺陷, 应切除接头重焊, 并查找原因,及时清除。 6.较焊包均匀,突出部分最少高出钢筋表面 4mm。 7.电极与钢筋接触处,无明显的烧伤缺陷。 8.接头处的弯折角度不大于 4度。 9.接头处的轴线偏移应不超过 0.1 倍钢筋直径, 同时不大于 2mm. 10.外观检查不合格的接头应切除重焊或采取补救措施。 11.在钢筋电渣压力焊焊接中,应重视焊接全过程中的任何一 个环节。接头部位应清理干净;钢筋安装应上下同心;夹具紧 固,严防晃动、引弧过程、力求可靠。 12. 雨天、
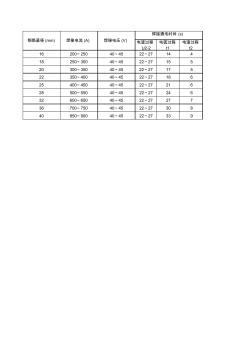
电渣过程 U2-2 电弧过程 t1 电渣过程 t2 16 200~250 40~45 22~27 14 4 18 250~300 40~45 22~27 15 5 20 300~350 40~45 22~27 17 5 22 350~400 40~45 22~27 18 6 25 400~450 40~45 22~27 21 6 28 500~550 40~45 22~27 24 6 32 600~650 40~45 22~27 27 7 36 700~750 40~45 22~27 30 8 40 850~900 40~45 22~27 33 9 焊接通电时间 (s) 钢筋直径 (mm) 焊接电流 (A) 焊接电压 (V)
热门知识
焊接夹渣-
话题: 地产家居shilei1661
精华知识
焊接夹渣-
话题: 装修工程weller-xin
最新知识
焊接夹渣-
话题: 造价软件huaxinlihua
-
话题: 造价软件rocketman03
-
话题: 造价软件g_181886232

焊接夹渣相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 以变性剂石灰石—磷渣混合物为基料的白色硅酸盐水泥
- 中国焊接学会堆焊及表面工程专委会
- 主要用固体工业废渣生产硫铝酸盐水泥熟料的方法
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 工业废渣填埋废弃矿坑复垦过程中地下水环保措施
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 改性高岭土尾矿复合水晶废渣在水泥基材料中应用
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定
- 利用矿渣及石粉配制碾压混凝土在戈兰滩工程应用
- 接地扁铁焊接方法
- 利用QC理论提高钻孔灌注桩清孔沉渣控制合格率