





1 钣金件工时定额试行标准 (2010-10-26) 一、 下料 1. 气割下料 (1) 方板,法兰类 厚度 方板 法兰 φ100以下 φ100~φ200 φ201~φ300 φ301~φ400 φ401~φ500 δ12以下 15分/m 8分 10分 15分 20分 25分 δ16~ 30 20分/m 10分 15分 20分 25分 35分 δ35~ 55 25分/m 15分 20分 25分 30分 40分 δ60~ 75 35分/m 20分 25分 35分 50分 55分 δ80以上 45分/m (2) 型材类 角钢 0.5米以下 0.5~1米 1~2米 2米以上 2~3米 3~4 米 4~7米 7米以上 L30~ L60 5分 10分 15分 20分 L70~ L100 10分 15分 20分 25分 L120~ L160 15分 20分 25分 30分 槽钢 [50~[10
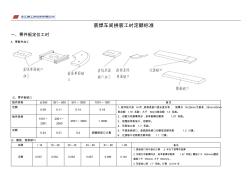
装焊车间拼装工时定额标准 一、零件板定位工时 1、零配件加工 ①、零件板破口 板件规格 ≤300 301~500 501~1000 1001~1501 备注 定额 0.09 0.11 0.14 0.18 1、板件剖口按 H/件,规格是剖口面长度总和, 板厚以 16-28mm为基准,28mm-60mm 取定额 1.18 系数;大于 60mm取定额 1.3 系数。 2、切割为双割嘴同步,若单割嘴切割乘 1.67 系数。 3、若腹扳单侧坡口,定额同。 4、双面坡口乘 1.7 系数。 5、平面曲线破口、曲面直线破口切割取定额系数 1.2 计算。 6、过渡破口切割取定额系数 1.1 计算。 板件规格 1501~ 2001 2001~ 2500 2501~3000 >3000 定额 0.24 0.31 0.4 按腹板剖口计算 ②、腹板、面板破口 板厚 <16 16~28 30~45 45~60
铆工工时定额相关专题
- 卡箍的量是怎么算出来的
- 卡箍工程量问题
- 卡箍件的计算问题
- 卡箍如何计算
- 卡箍与法兰有何区别
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么检验批
- 卡套接头的选用标准
- 卡箍连接管道
- 卡簧钳的型号是多少
- 关于发布上海市建设工程施工工期定额
- 关于16定额沟槽管道连接子目套用和计量技术复核记录
- 公路工程概算定额(JTG/T38312018)
- 关于工程量清单计价环境下企业施工定额编制几点设想
- 公路和铁路定额在重庆轻轨PC梁架设工程投标中应用
- 广东省市政工程综合定额(2018)第四册给水工程
- 关于印发建筑工程锚杆(土钉)支护补充定额通知
- 广东省市政工程综合定额(2018)第一册通用项目
- 基于CDIO理念建筑工程定额与概预算课程改革
- 广东省安装工程综合定额(电气设备安装工程定额说明)
- 广东省建筑工程综合定额2006说明及工程量计算规则
- 广东省定额说明及工程量计算规则(土建工程)
- 广西壮族自治区建筑装饰装修安装园林绿化工程费用定额
- 广东省市政工程综合定额(2018)第六册燃气工程
- 建筑施工企业定额在企业运行中作用及制定原则和方法
- 交通定额站发布材料指导价(甘肃省)
- 卡西欧fx5800p计算器在隧道开挖施工时应用